欢迎进入江门市鸿誉数控机床有限公司官方网站!
 24小时服务热线400-116-2998
24小时服务热线400-116-2998
欢迎进入江门市鸿誉数控机床有限公司官方网站!
24小时服务热线400-116-2998

地址:广东江门市蓬江区荷塘镇中兴四路14号
邮箱:651204964@qq.com
网址:www.hongyucnc.com
销售电话:13415446588 (郑经理 )
销售电话: 15502052258(陈经理 )
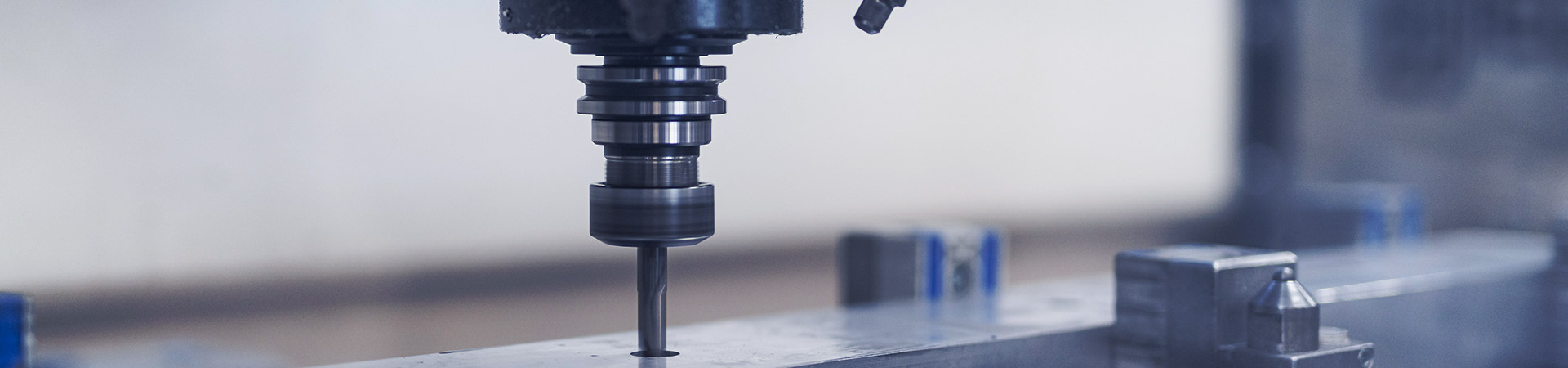
加工产品震刀的原因可能有以下几个:
刀具磨损或损坏:当刀具磨损过度或者损坏时,切削过程中产生的切削力可能无法得到有效的传递和分散,导致刀具震动。刀具的磨损或损坏可能是由于使用时间过长、刃口破损或刀具材料质量不好等原因引起。
切削参数设置不合理:切削参数包括切削速度、进给速度和切削深度等,如果这些参数设置不合理,就会导致切削过程中产生的切削力过大,超过了刀具的承受能力,从而引起震刀现象。
加工材料问题:加工材料的硬度、韧性和内部应力等都会对切削过程产生影响。特别是对于硬度较高或具有内部应力的材料,切削过程中容易引起刀具与工件之间的相互作用,导致震刀。
机床刚度不足:如果机床的刚度不足,切削过程中产生的切削力无法得到有效的支撑和吸收,就会引起刀具震动。机床刚度不足可能是由于机床结构设计不合理、机床零件松动等原因引起。
切削液问题:切削液在切削过程中起到冷却、润滑和除渣等作用。如果切削液的性能不合适或者使用方法不正确,就会导致切削过程中产生的切削力无法得到有效的降低,从而引起震刀。
解决震刀问题需要综合考虑刀具、切削参数、加工材料、机床和切削液等多个因素。可以通过更换或修复磨损或损坏的刀具、调整合理的切削参数、优化加工材料和改善机床刚度,以及选用适合的切削液等方法来减轻震刀现象。如果问题仍然存在,建议咨询专业人员进行详细的故障排查和优化。

全国服务热线
地址:江门市蓬江区 荷塘镇中兴四路14号 销售电话:13415446588 (郑经理 ) 15502052258(陈经理)
Copyright © 江门市鸿誉数控机床有限公司 备案号: 粤ICP备2021006745号 技术支持: 哲商科技

